T 型槽的五轴夹紧系统 K0940
普通 T 型槽工作台专用五轴联动夹紧系统,无需网格板 / 零点定位底板,直接适配 63–126mm 通用 T 槽机床工作台,专门针对五轴机床 A/C 轴多角度摆头加工设计。
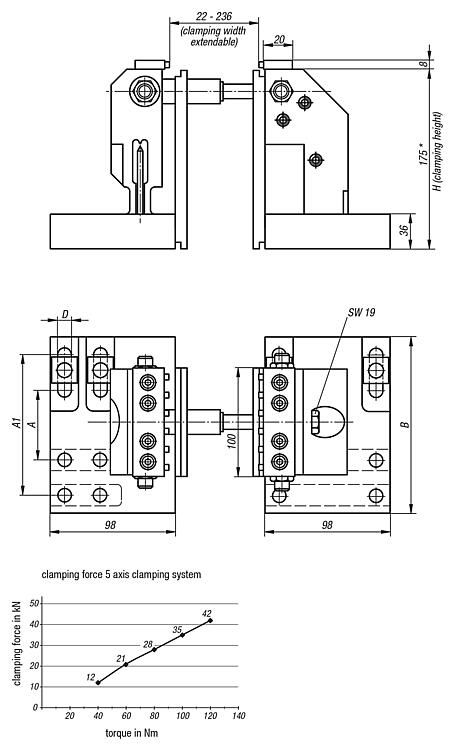
对比三轴款 ,采用175mm 加高支撑底座,工件整体悬空抬高,主轴、摆头全方位避让无碰撞;采用下置垂直拉紧丝杆 + 8mm 超薄夹持深度结构,工件上、左、右、前、后五面完全敞开,一次装夹完成全部复杂曲面、型腔、斜孔加工。
标配 60mm、120mm 两段延长轴拓展夹持行程;4mm 环形刃口夹紧销实现形锁夹持,无需工件开槽、压印,不损伤基准与外观。适配不带网格板的老式五轴立加、五轴转台设备,广泛用于医疗精密零件、模具型芯、航空小型结构件、铝合金异形件批量加工。

























 商城
商城