1. 装配匹配要求
- 必须同规格 K1219 气缸配对使用,禁止混用非标衬套、内径不符衬套,否则锁紧力与定位精度失效;
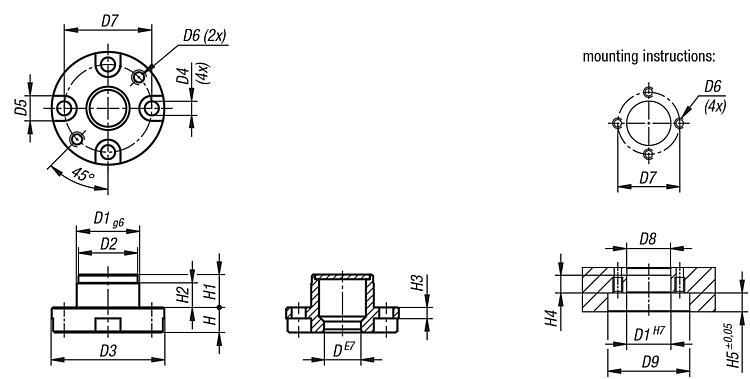
- 衬套装入工装底板采用过盈压装,底板安装孔公差严格控制,衬套装入后无松动、无歪斜;
- 四颗法兰螺丝对角均匀锁紧,避免单边受力导致衬套变形、内孔失圆。
2. 日常维护保养
- 定期清理衬套内孔、环形卡槽铁屑、铝屑,金属碎屑会刮伤镀镍层、加剧钢珠磨损;
- 清洁后在内槽少量涂抹耐高温润滑脂,降低钢珠与衬套摩擦损耗;
- 长期停机前吹干内部残留切削液,防止镀层腐蚀、产生锈斑。
3. 使用禁忌
- 禁止暴力敲击工装板强行拆装,会挤压变形衬套锁槽、刮伤精密内孔;
- 不可长期在 65℃以上高温工况使用,高温会加速镀层老化、降低硬度耐磨性能;
- 禁止高压水枪直喷衬套内部,水汽渗入易产生锈蚀,造成解锁卡顿;
- 衬套内孔出现划痕、镀层大面积脱落、锁槽变形时,需立即更换,避免定位偏移报废工件;
- 多衬套组合使用时,各衬套中心距公差控制在 ±0.1mm 以内,防止工装无法顺畅落位。
4. 配套系统操作提示
加工状态全程保持气源关闭,依靠气缸张力弹簧锁死衬套;更换工装必须完全通气解锁,确认钢珠完全收缩后再抬取工装板,减少衬套内壁磨损。
























 商城
商城